|
|
|
|
This paper was
presented at the SAE National Passenger-Car, Body and Materials Meeting,
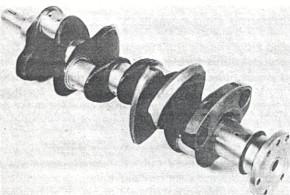
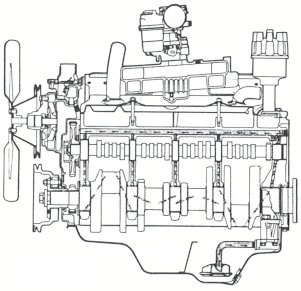
Detroit, Michigan, March 7, 1956. Crankshaft The crankshaft is a steel forging with five main bearings and six counterweights, as shown in Fig. 15. Shaft length from the flywheel flange to the front edge of the sprocket shaft is 27.2 in., and a journal overlap of 3/4 in. provides increased stiffness.
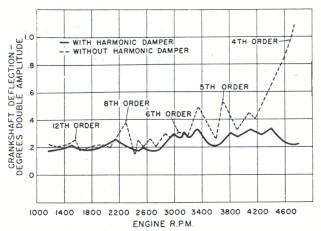
Fig. 15 - Crankshaft As previously mentioned, all counterweights are cam-turned to realize fully every possible reduction in engine height. In addition, the checks are chamfered to allow the contoured skirts of the pistons to nest closer to their respective crankpins when at bottom dead center. This in turn, shortens connecting-rod length, and further reduces engine height. Depressions are cast in the bottom jacket walls of the cylinder block to allow for clearance with the counterweights. Fig. 16 shows the torsional vibration characteristics of this engine both with and without a harmonic damper. As can be seen, the rubber and friction type of damper used reduces all orders of frequency within the engine speed range to negligible amplitudes.
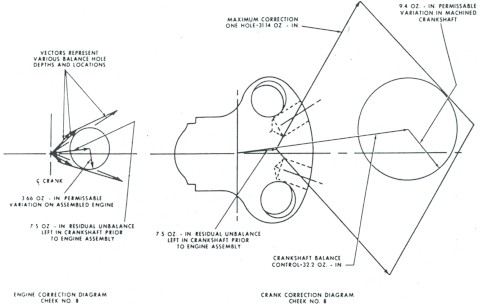
Fig. 16 - Crankshaft torsional vibrations A particularly interesting problem in the design of the engine centered around the balancing of the crankshaft. The crank forging itself had to contain enough inherent balance control to take care of future displacement requirements. However, at the same time it could not have more overbalance when used with the engine under discussion, than our balancing equipment could remove. Reciprocating and rotating weights, or what are more commonly referred to as "bob-weights," were carefully calculated for all contemplated displacements prior to the final approval of the crankshaft design. This design was made in such a manner that no tooling changes would be needed prior to the initial balancing of the crankshaft itself. For engines with displacements of over 250 cu in., a very minor resetting of the balancing equipment is all that is needed. Fig. 17 shows the vectors involved in the balancing operations on the crankshaft, with the right-hand portion representing the initial balancing on the machined crank. This operation consists of drilling two 1-5/8 in. diameter holes into the faces of both No. 1 and No. 8 cheeks, and reduces the overbalance of the crankshaft to a value of 7.5 oz-in. in a predetermined plane. This figure shows the maximum correction factor of 3 1.1 oz-in. obtainable with each drilled hole, plotted as a vector in both magnitude and direction. The ensuing parallelogram contains the area in which balancing correction can be made to the 7.5 oz-in. value.
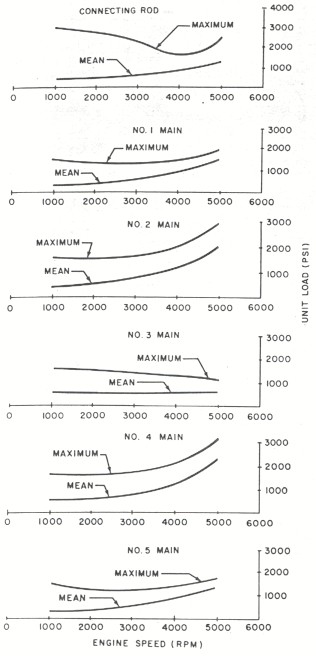
Fig. 17 - Crankshaft balancing The designed balance of the machined crankshaft, including "bob-weight" equivalents, is represented by the vector shown. From this vector, there is a permissible variation of 9.4 oz-in. due to possible forging and machining variations. This vector must fall within the correction capacity of the two 1-5/8-in. diameter balancing holes. The depth of the drilled holes, will, of course, vary with the correction needed. As engine displacement is increased, "bob-weights" obviously become heavier, and the balance control of the crankshaft is reduced below 32.2 oz-in. However, as long as the permissible variation circle struck from the end of the crankshaft balance-control vector falls within the parallelogram formed by available correction, the same finished crankshaft can be used. The crankshaft is then assembled in the engine with connecting rods, pistons, piston pins, piston rings, flywheel, and crankshaft pulley attached. This assembly is then corrected for the 7.5 oz-in. left by the initial balancing, plus variations due to weight and balance tolerances of the attaching parts. The correcting is done by drilling two 15/16 in. diameter holes radially into the periphery of the No. 1 and No. 8 cheeks, with the location and depth of the holes varying with the amount of correction needed. The left portion of Fig. 17 (above) plots the vectors representing the various corrections obtainable due to location and depth of drilling, and a 3.66-oz-in. circle to cover the permissible component variations. This final operation balances the engine assembly to within a maximum tolerance of plus or minus 1/2 oz-in. Bearings Further economy and assembly simplicity has been designed into the engine through the use of bearing interchangeability. All five main bearing diameters are 2.499 in., and, with the exception of the front, which is flanged to take crankshaft thrust, are interchangeable. Effective bearing area for the intermediate and rear mains is 2.20 sq. in., while the front is 2.08 sq. in. Full 360-deg grooving is used to make the bearing halves similar, and also to insure adequate flow of oil to the connecting rod at the time of registration for cylinder-wall lubrication. Connecting-rod-bearing halves are also similar throughout. Bearing diameter is 2.249 in., and effective area is 1.935 sq. in. All bearings are micro-babbitt with steel backs. Mean and maximum loads carried are plotted for the engine speed range in Fig. 18.
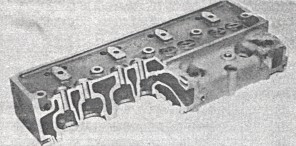
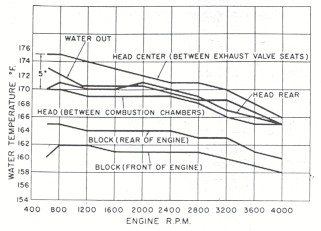
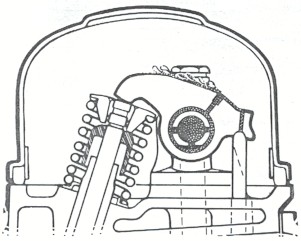
Fig. 18 - Bearing loads Cooling Engine durability is dependent in many ways on an efficient cooling system. Fig. 19 is a cutaway section through the valve centers in the head, and shows the results of the attention given to getting water around the valve seats. With this penetration of coolant, we obtain longer life and more trouble-free operation of the valves. Complete jacketing of the cylinders provides cooling for the entire length and circumference of the bores. Water flow has been designed to give complete coverage of the various portions of the engine, and as shown in Fig. 20, temperature variations of the coolant have been kept to a minimum.
Fig. 19 - Cylinder-head water passages
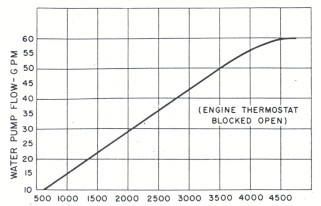
Fig. 20 - Coolant temperature variations A single, high-capacity pump provides the flow plotted in Fig. 21. This pump contains a 4-in. diameter plastic impeller, and is centrally mounted at the front of the engine. A drilled bypass is provided in the water manifold for coolant circulation during cold starts, and prior to the opening of the thermostat.
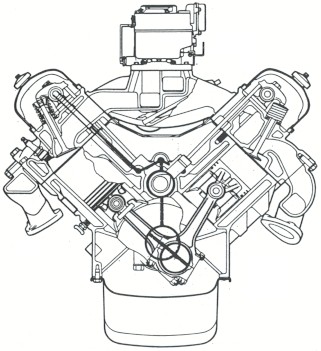
Fig. 21 - Water pump capacity The attention paid to the various cooling problems involved has resulted in relatively low heat-rejection characteristics. This, in turn, means high thermal efficiency and reduced required radiator capacity. Lubrication The basic flow of oil for the engine is shown in Figs. 22 and 23. It can be seen that the lubricant is picked up by the fixed-screen inlet and drawn into the pump. This pump, shown in Fig. 24, contains sintered iron gears and is an integral part of the rear main bearing cap. This type of design gives us a pump located well up towards the crankshaft centerline, and allows placing the oil pan sump in a variety of fore-and-aft locations. This, in turn, gives a great amount of flexibility with regard to the location of the steering linkage. The pump is driven through a tongue and groove connection with the distributor shaft, and is provided with an oil pressure relief valve.
Fig. 22 - Lubrication system
Fig. 23 - Lubrication system
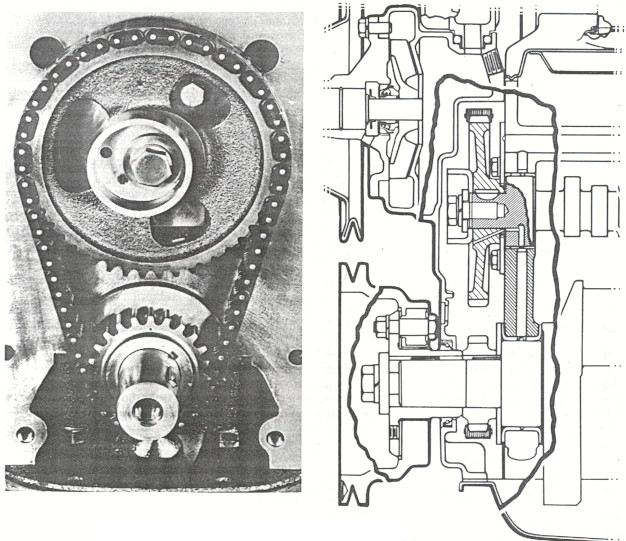
Fig. 24 - Oil pump From the pump, the oil is forced through the filter and into the main oil gallery. Flow is then down to the 7/64 X 5/16-in. annular grooves machined in the camshaft bearing webs, and thence to the main bearings. Except for oil fed to the camshaft bushings, it can be seen that the main bearings are fed prior to any oil being bled off to another location. This assures that the bearings farthest from the pump receive adequate lubrication. It might be interesting to note Fig. 25, which shows the intermittent lubrication of the chrome-plated fuel pump eccentric. This timed squirting of the eccentric is accomplished when the holes drilled in the front camshaft journal register with the camshaft bushing oil hole. Lubricant under pressure is then forced through a 3/32-in. diameter hole in the camshaft sprocket, and onto the pump eccentric. Aside from this same spray lubricating the timing chain, oil is picked up by the cast-in dam on the front cover and directed to the crankshaft sprocket.
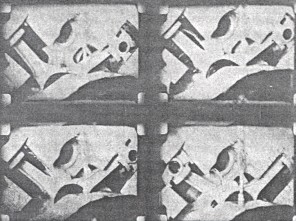
Fig. 25 - Fuel pump eccentric and timing chain lubrication Fig. 26 contains actual photographs taken from a series of high-speed motion pictures showing cylinder-wall lubrication at 0° F, 40 psi, and 700 rpm. From these movies of various experimental designs, we were able to get a squirt pattern of the correct timing and intensity to provide adequate cylinder-wall and piston-pin lubrication.
Fig. 26 - Cylinder-wall lubrication The hydraulic lifters are fed through longitudinal galleries that intersect the lifter bores. These galleries are fed from the main gallery through grooves cast in the cast-iron camshaft thrust plate. Due to the fact that no lifter pump-up problems have been encountered in this engine, no attempt has been made to meter appreciably the flow of oil to the lifter galleries. The hollow rocker-arm shafts in each bank receive their oil supply from the lifter galleries, through short drilled holes in the cylinder head and rocker arm support bolts. These bolts are set in oversize drilled holes and the oil is carried around the bolt to the rocker shafts. This movement of oil is at the rear of the engine to provide continuous flow through the lifter galleries and thus to prevent the formation of sludge traps. An interesting approach to the matter of valve-stem lubrication during cold starts can be seen in Fig. 27. You will note that the rocker arms have a milled flat, which intersects the oil feed hole. We have found that this flat tends to break the surface tension of the cold oil oozing from the feed hole, and causes it to flow freely to the valve end of the arm. Tests have shown that the time required to get oil to the valve stem during cold starts, has been cut over 75% from our previous design. This milled flat also causes hot oil to spill over the sides of the arm and not to run down and overlubricate the valve stems. Oil-resistant rubber deflectors are fitted to the valve stems to prevent excessive oil being fed to the valve guides. These deflectors move with the valve stem, and allow oil mist to lubricate the stem and guide- when the valve is in the closed position.
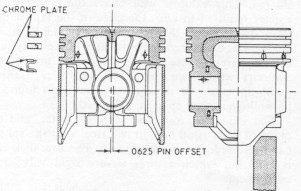
Fig. 27 - Rocker-arm lubrication Distributor lubrication is supplied through a drilled hole in the distributor body, which registers with the right-hand lifter gallery. Oil is fed through the distributor body into the distributor bushing, and carried to the gears by means of internal grooving in the bushing. Piston and Rings Following our previous practice, the new V-8 uses aluminum-alloy, steel-insert, autothermic pistons. These pistons have slippered skirts, are tin-plated, and have the piston-pin boss holes bearingized after plating. The latter assures an accurate bearing area for the pin, and helps prevent scuffing. As can be seen in Fig. 28, these pistons are of the double-slot design, and have three vertical ribs joining the head and pin bosses. These ribs support the bosses and tend to reduce deflections during the periods of high pin loading. The slipper-type skirt is shaped to match closely with the contoured counter- weights of the crankshaft when the piston is at bottom dead center. This serves further to reduce the required height of the cylinder block.
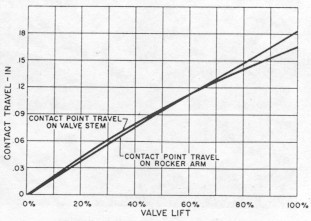
Fig. 28 - Pistons and rings The piston carries a head thickness of 0.25 in. to allow for its use with compression ratios well above the current 8.0:1. A 0.0625-in. offset of the piston pin toward the major thrust face gives exceptional freedom from "piston slap." Piston finished weight is 511 g and the balancing lugs allow for 31 g of weight control. As also shown in Fig. 28 (above), three rings are used. The compression rings are 5/64-in. wide alloy iron, with the top ring having a 0.004-0.007 in. thick, lapped chrome plating. The oil control ring is of the three-piece design made up of two rails and a spring steel spacer. The rails carry buffed 0.0025-in. minimum chrome plating on their reacting faces. Valve Train The present design is a continued development of quiet, durable, and trouble-free valve trains, and is made up of compact, light, and well-proved components. The camshaft is an alloy iron with five bearings, and is chain driven. All lobes carry a 15 maximum micro-in. finish, and the cams are ground with a 0.001-0.002-taper per in. The latter, together with spherical lifter faces and offset centerlines, insures positive lifter rotation. To obtain further quiet operation and peak performance, hydraulic lifters are used. Lifter bodies are hardenable iron, with a face hardness of 54 RC min, and are lubrited for improved break-in. Push-rod sockets are case-hardened steel, and a lifter internal operating range of 0.100 in. is available. The diameter of the lifter is 0.904 in., which gives an effective diameter of 0.900 in. when the centerline offset, spherical face, and tapered cam lobes are considered. This value is well above the 0.800 in. diameter required to keep the edge of the tappet face from digging into the cam lobe. The 0.800-in. diameter was computed from the cam-lift velocity, and as is apparent, there is ample space to utilize cam contours with more severe lift velocities. Critical pump-up speed for these tappets has been found to be well over 5000-rpm engine speed. The solid push rods are 1/4-in. diameter, and are made of SAE 1060 cold-drawn steel with the spherical ends hardened to RC 50 min. The overall length is 8.87 in., which assures a very rigid valve-train component. Rocker arms are cast pearlitic, malleable iron, and are extremely short to reduce valve-train deflection further. The arms are lubrited after finishing to help reduce scuffing of the rocker shaft. Rocker-arm geometry has been set up to give a minimum amount of slippage between the arm and the valve-stem tip during the periods of high loading. This high loading period occurs at the point of greatest lift acceleration, which on our cam occurs just prior to 20% of the lift. Fig. 29 shows the movement of the contact points along the rocker arm and the valve, with the vertical distance between these curves representing slippage.
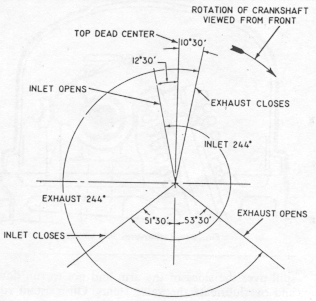
Fig. 29 - Rocker-arm geometry The intake valves, which are made of Silchrome No. 1 steel, have 1.787-in. diameter heads and 30-deg seat angles. The exhaust valves are of the two-piece construction with the head and upper stem made of SAE 2112N steel. Exhaust-valve head diameter is 1.406 in., and both valves operate with a moderate 0.375-in. lift. Because of the compactness and lightness of the valve train, spring forces can be kept relatively low. This, in turn, reduces lifter face stress, and eases lifter and camshaft wear problems. Valve Timing and Electrical System Due to the relatively large valves used with the present displacement, valve timing can be kept to conservative values. A top center valve overlap of only 23-deg, as shown in Fig. 30, has proved to be ample for high-speed breathing, and resulting "high end" performance. This small overlap gives the engine excellent idling characteristics and "low end" output.
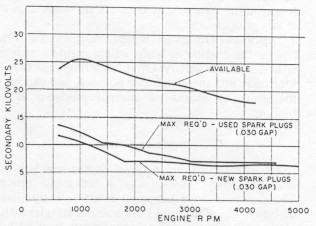
Fig. 30 - Valve timing diagram The electrical components of this engine have been designed to take advantage of a 12-volt system. Spark-plug leads have been kept short and carried well above exhaust manifold heat to make the system as efficient as possible. The distributor has been mounted on the right side of the engine to obtain an upward thrust, and consequent elimination of the thrust washer. Fig. 31 shows the considerable amount of ignition reserve available in this engine, with both new and used spark plugs. The high spark advance setting and moderate compression ratio are both big factors in obtaining this reserve. It is our experience that this relationship of voltage available to voltage required definitely improves cold starting, and helps reduce the ill effects of spark-plug-gap increases and deposits.
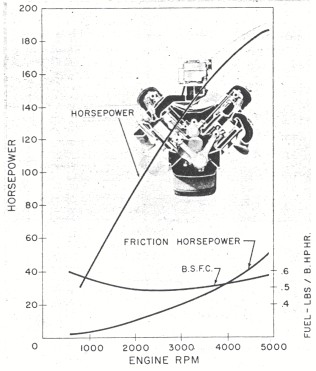
Fig. 31 - Ignition reserve Performance Fig. 32 shows the full-throttle gross performance curves of the new American Motors' engine. These curves are based on dynamometer results obtained with best-power fuel and spark advance, an 8.0:1 compression ratio, and corrected to standard SAE conditions.
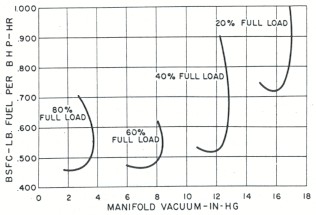
Fig. 32 - Full-throttle performance As can be noted in Fig. 32 (above), the peak horsepower of 190 is obtained at an engine speed of 4900 rpm. The friction horsepower curve shows the results of the relatively short stroke design and weight reduction in moving parts, in that it reaches a value of only 34 hp at 4000 rpm. The specific fuel consumption curve contains the results of attention to the economy factor. It shows a low rate over the entire speed range, and a minimum value of 0.485 LB of fuel per bhp-hr. The fuel fishhooks plotted in Fig. 33 give the carburetor flow requirements of part-throttle operation at 2400 rpm.
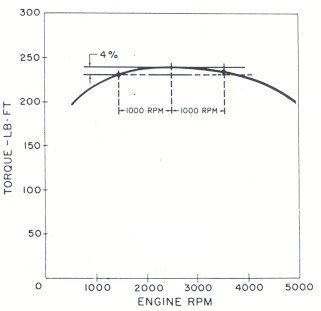
Fig. 33 - Part-throttle fuel requirements at 2400-RPM The torque curve shown in Fig. 34 depicts one of the most significant features of this engine. Torque is actually one of the more important indications of an engine's ability to give outstanding output, and it also gives the best picture of an engine's real performance in a car. It can be seen that this power-plant has a relatively flat torque curve, and actually shows a differential from peak of only 4% in the engine speed range of 1500-3500 rpm. The maximum torque of 240 LB/ft is obtained at 2500 rpm.
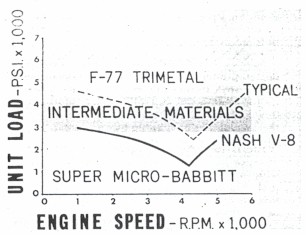
Fig. 34 - Torque curve for full-throttle performance Conclusion As has been stated earlier in this paper, we had some very definite objectives in mind when we initiated our engine program. Some of these objectives were peculiar to our plans at American Motors, while others were more common with aims found throughout the automotive industry. In short, our objective was an engine with maximum flexibility with regard to future displacement requirements without sacrificing any of the performance features of the power-plant. Economy of operation and manufacturing processes, along with excellent weight and durability characteristics, were all part of our aims. We think that we have succeeded in reaching these objectives, and have produced an engine that is second to none. It is an engine of which we are justly proud. Acknowledgment The entire program was under the direction of Meade F. Moore, Vice-President of Automotive Research and Engineering, and through his efforts the project was carried on cooperatively by our Kenosha and Detroit Engineering Departments. Obviously, such a division of both design and development required the utmost in teamwork by F. F. Kishline, Chief Engineer, and his assistants, E. L. Monson and J. S. Voigt in Kenosha, and by R. H. Isbrandt, Chief Design Engineer, and W. S. Berry, Chief Mechanical Engineer, in Detroit. D I S C U S S I O N Discusses Valve-Gear Problems Of the New V-8 Engine -Vincent Ayres Eaton Mfg. Co. The new American Motors V-8 engine represents a noteworthy achievement in producing a design to meet satisfactorily a set of specifications. Manufacture of both L-head and overhead-valve engines for many years acquainted their engineers with the operating differences between the two types of valve gear. Therefore, it is not surprising that in this paper they have discussed the recognized need for valve-train lightness and rigidity which is so necessary for good high-speed performance. The use of hydraulic valve lifters and the knowledge that the valve train will operate satisfactorily without pump-up or other disagreeable effects at speeds in excess of 5000 rpm, is a tribute to their design ability. Good high-speed motion can be obtained in an L-head valve gear with high-lift cams having sharp changes in acceleration, due to the inherent rigidity of the parts. We have photographed velocity and acceleration oscilloscope diagrams at high speed that appear to be almost theoretical. However, an overhead valve train may have five to ten times the amount of deflection and this lowered valve-gear frequency may permit severe vibrations to occur in the operating speed range. The amplitude of these vibrations is greater with a cam, which abruptly moves the valve train, than when the contour is designed to produce smooth motion. Gradual changes in acceleration or rate of loading are most desirable for a cam in overhead-valve systems. Hydraulic lifters cannot be used in a valve train that will not behave at high speeds. The cam contours used in the American Motors V-8 engine were developed to produce gradual changes of acceleration in order to minimize the high-speed valve-train vibration. The vibration which does occur, is of low amplitude, which is within the tolerance of the hydraulic lifter. The material selected for both the camshaft and tappet, known to the industry as hardenable cast iron, will prove to be a worthwhile choice. This is the combination in most widespread use, and has the ability to resist wear, scuffing and spalling under varied types of service with the variety of lubricating oils currently on the market. The Parco-Lubrite tappet face coating and the controlled cam surface finish meet with recognized standards for satisfactory break-in. The problem of adequate valve-stem lubrication without excessive oil consumption or valve-stem scuffing was solved by American Motors engineers on engines formerly produced. This knowledge assisted them in arriving at a satisfactory combination for their new V-8 engine. It is my understanding that they will continue to use valve stems with a "characterized" surface which is produced by controlled grinding, which results in a surface finish of approximately 40 micro-in. This provides needed oil-carrying capacity under conditions of borderline lubrication that would result in scuffing or valve squawk if both valve stem and guide were smooth. The intake valve material of Silchrome No. 1 and the 2112N material for the exhaust-valve head have adequate strength and corrosion resistance properties to meet passenger-car service requirements. Designing Bearings for the New Engine -Edwin Crankshaw Cleveland Graphite Bronze Co. Since our association with this engine development is from the bearing standpoint I would like to apply my comments to those things which affect bearing performance. Early in the development stages of this engine Mr. Adamson requested that we assist him in investigating the bearing design aspects. An early look at the bearing requirements of this engine allowed the flexibility of choosing bearing sizes to not only suffice for this particular engine but also to permit engine power growth facing a major bearing dimensional change. This close collaboration resulted in a thorough evaluation of bearing requirements, much of which was based on calculations as to the bearing loads, developed bearing oil film thickness, bearing operating temperatures, and oil flow requirements. The set of bearing sizes and design which was finally agreed upon were woven into the design of this engine, and it is quite apparent that American Motors has an engine that is sufficiently flexible to be readily adapted to future displacement requirements, higher compression ratios, and any of the other forward-reaching design advancements of the automotive industry today. It is also apparent that the crankshaft forging is designed to give 100% balance for much heavier reciprocating and rotating weights than are now carried, and that the water and oil pumps have a greater capacity than presently required. We have also noted with equal interest that the main bearing caps and bolts, as well as the connecting rods, have likewise been designed for greater load-carrying capacity and more successful bearing performance. In Fig. A you can see that the bearing loads for the entire speed range are well within the capacity of the microbabbitt bearing to perform satisfactorily. As bearing loads increase in the future, it will be quite possible to utilize other bearing materials, namely, the intermediate duty type. And then, if loads should climb still higher, they can be easily accommodated on the trimetal-type bearing which, of course, is the highest duty bearing on the market today.
Fig. A - Maximum rod bearing loads |